English
English عربى
عربى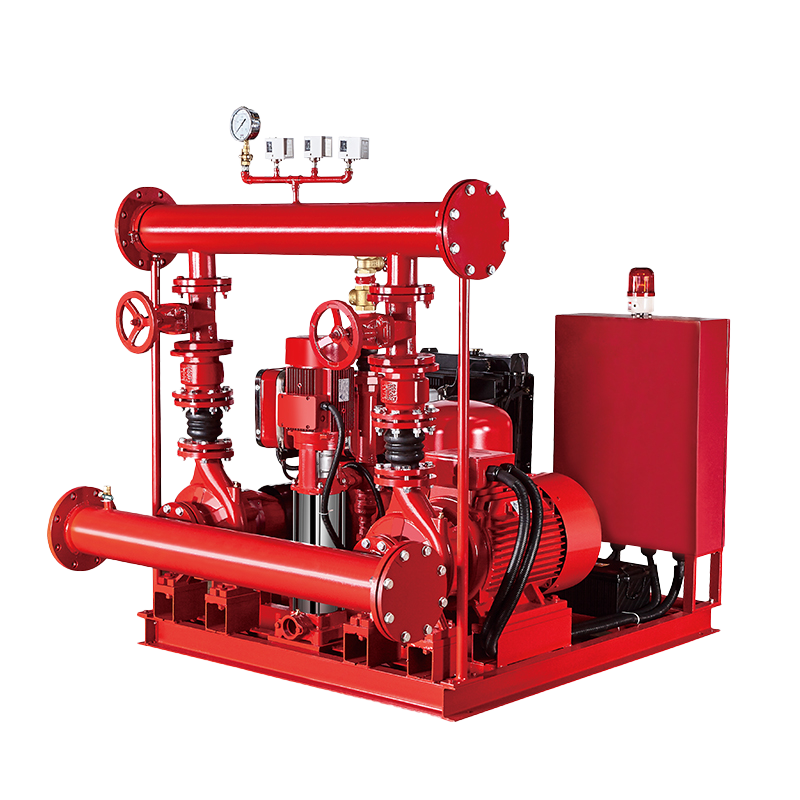 Fire Pump and System
Fire Pump and System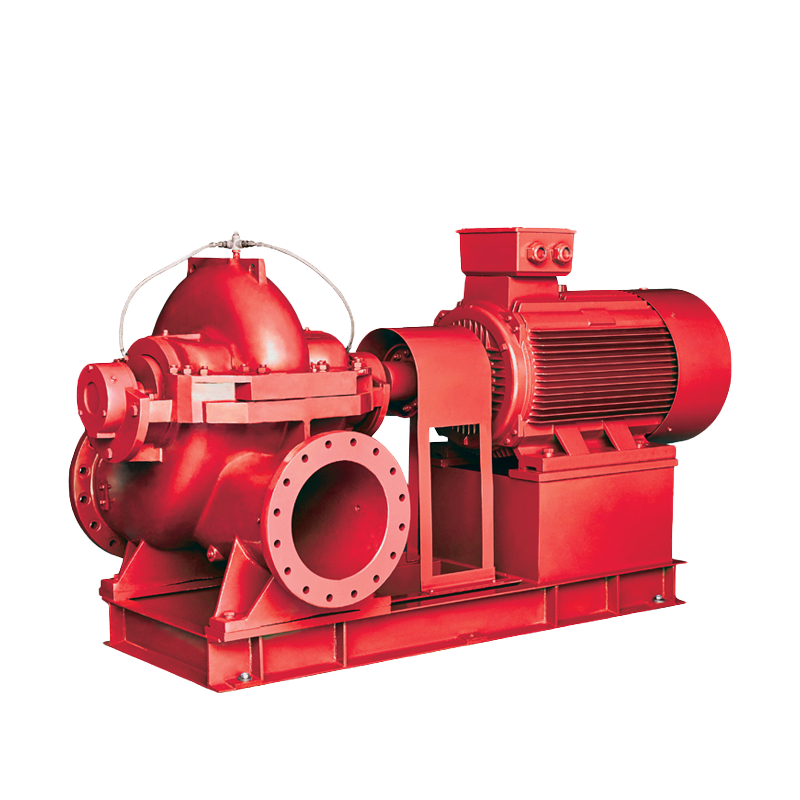 Split Case Pump
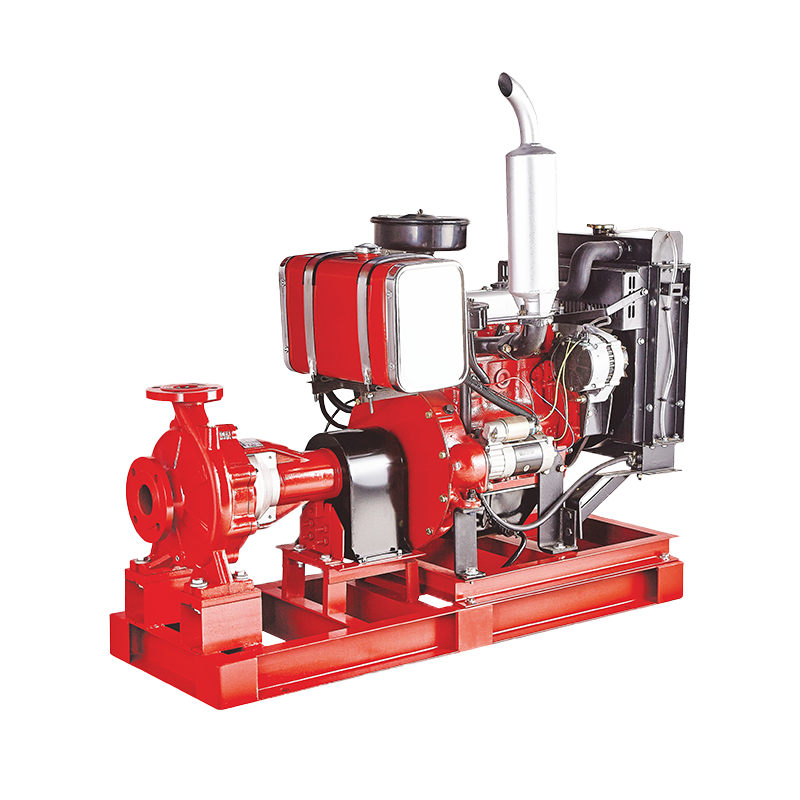
Split Case Pump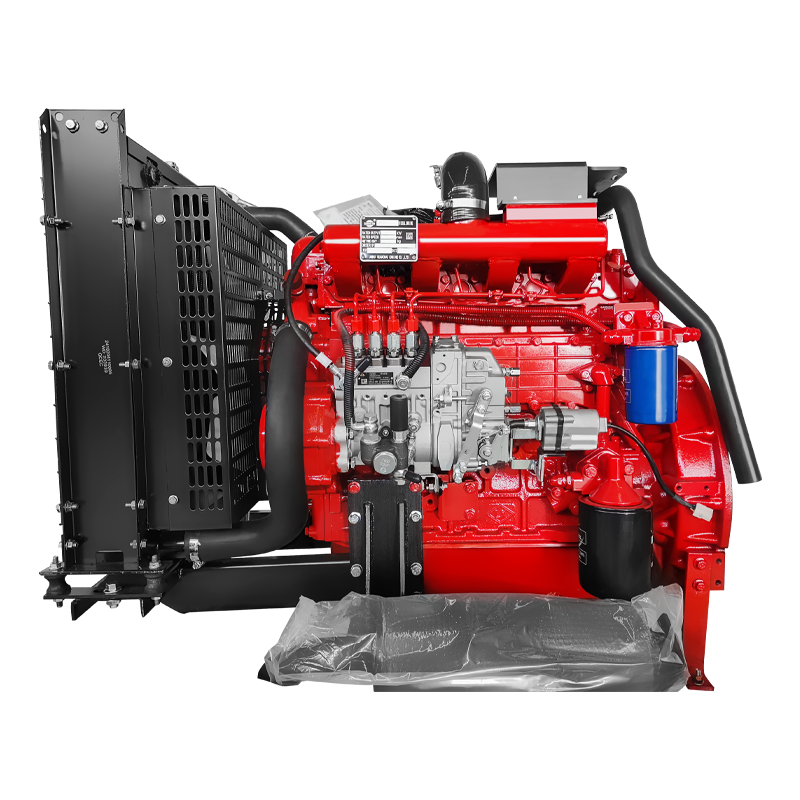 Engine and Pump
Engine and Pump Long Shaft Pump
Long Shaft Pump Multistage pump
Multistage pump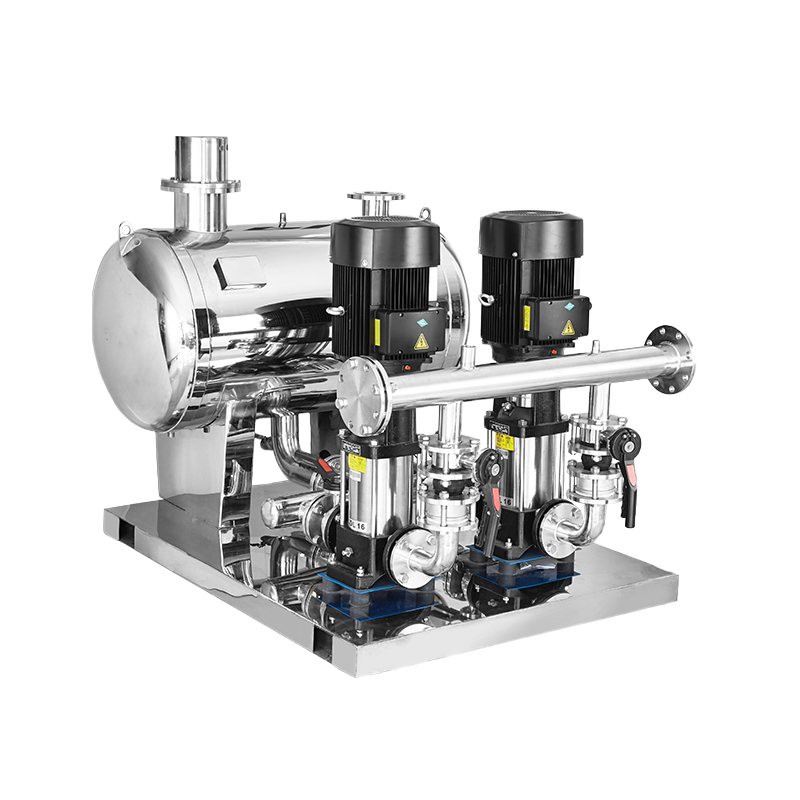 Water Supplier System
Water Supplier System Sewage Pump
Sewage Pump Industrial Pump
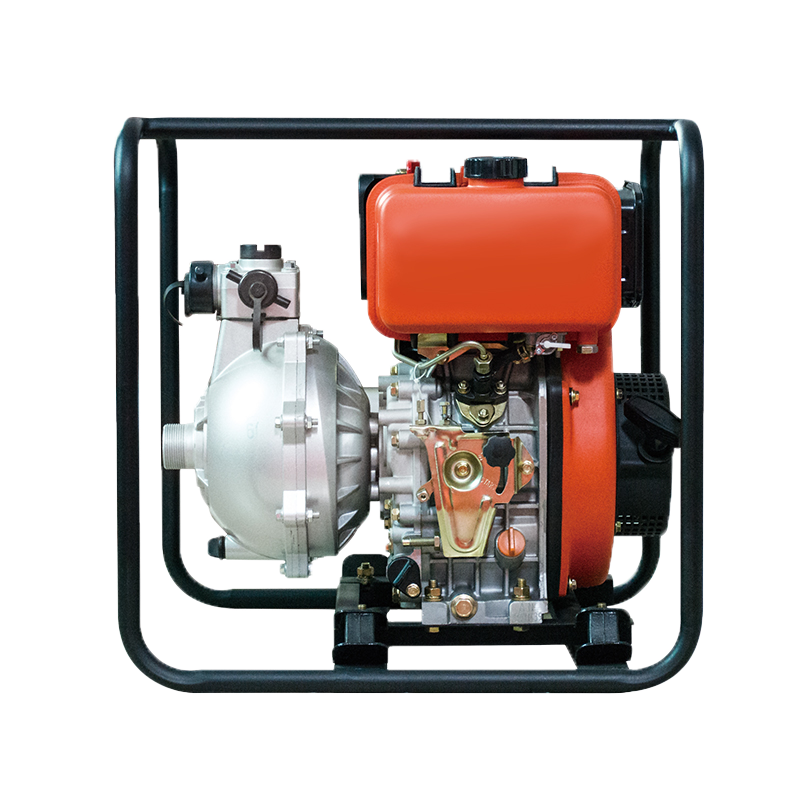
Industrial Pump Self-Priming Pump
Self-Priming Pump Inline Pump
Inline Pump Domestic Pump
Domestic Pump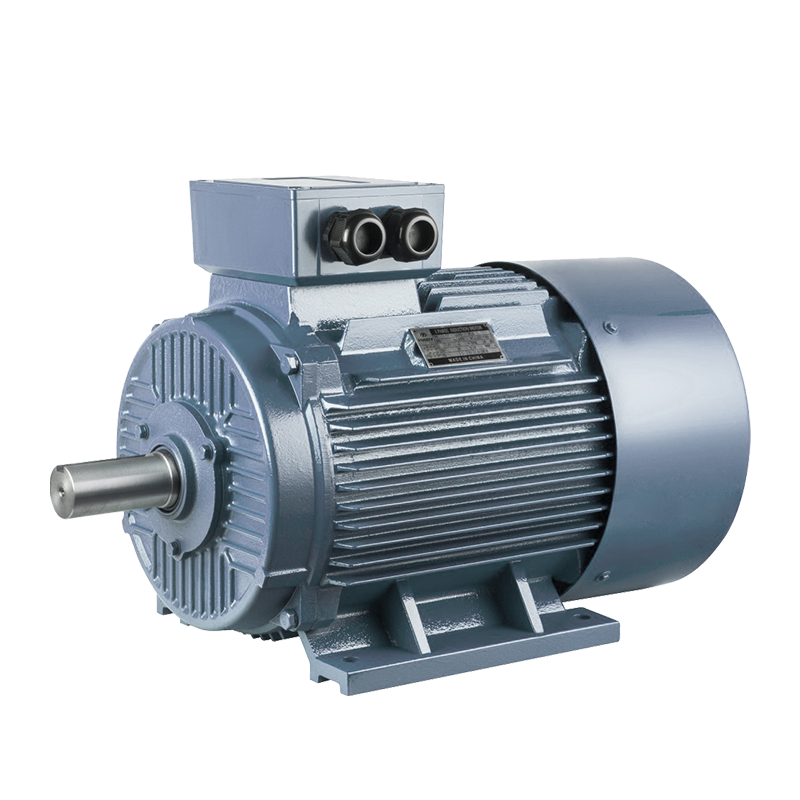 Electric Motor
Electric Motor Borehole Pump
Borehole PumpIn the world of industrial fluid handling, efficiency, reliability, and low lifecycle cost are paramount. Whether you’re managing a municipal water supply, a large-scale HVAC system, or a major industrial process, pump failure or inefficiency can lead to crippling downtime and expense. This is where the Split Case Double Suction Pump stands out as an engineering cornerstone. Designed for heavy-duty service, this pump configuration offers unparalleled hydraulic balance, robust construction, and superior efficiency for high-flow applications.
What is a Split Case Double Suction Pump?
A Split Case Double Suction Pump is a centrifugal pump where the casing is horizontally split along the shaft’s centerline, and the impeller is designed with two opposing inlets (suction eyes). This unique design allows fluid to enter the impeller from both sides simultaneously.
The "split case" design means the pump casing can be easily opened by removing the upper half, providing full access to the impeller, shaft, and bearings without disturbing the piping or the motor. This feature is a game-changer for maintenance and inspection.

Key Advantages:
Exceptional Hydraulic Balance:
The double-suction impeller balances axial thrust loads dramatically, reducing wear on bearings and mechanical seals. This leads to less vibration, smoother operation, and significantly extended pump life.
High Efficiency & Energy Savings:
By dividing the flow into two paths, these pumps handle large volumes with optimized hydraulic performance. This results in lower energy consumption and reduced operational costs, a critical factor for sustainability-focused operations.
Rugged Durability & Reliability:
Built with heavy-duty castings, premium bearings, and robust shafting, split case pumps are engineered for continuous duty in demanding environments like water treatment plants, power generation, and irrigation systems.
Unmatched Serviceability:
The horizontally split case design allows for easy maintenance and inspection. Rotor assemblies can be accessed without disconnecting the suction or discharge piping, minimizing downtime during repairs or part replacements.
Versatile Applications:
These pumps are ideal for high-capacity, medium-to-high head services. Common uses include:
Clean Water Supply & Transfer
Fire Protection Systems
Cooling Water Circulation in HVAC and Power Plants
Industrial Process Water
Irrigation and Booster Services
Why Choose a Split Case Design Over Other Pumps?
For applications requiring flows from 1,000 to over 100,000 GPM, the split case double suction pump is often the optimal choice. Compared to end-suction pumps, it offers greater stability and capacity. Its maintenance-friendly design provides a lower total cost of ownership compared to many vertically suspended or multi-stage pumps in similar duty ranges.
Our range of Split Case Pumps is manufactured to the highest international standards, utilizing advanced computational fluid dynamics (CFD) for impeller design to maximize efficiency curves. We offer customizable options in materials of construction, sealing arrangements (packing or mechanical seal), and bearing configurations to match your specific fluid characteristics and system requirements.