English
English عربى
عربى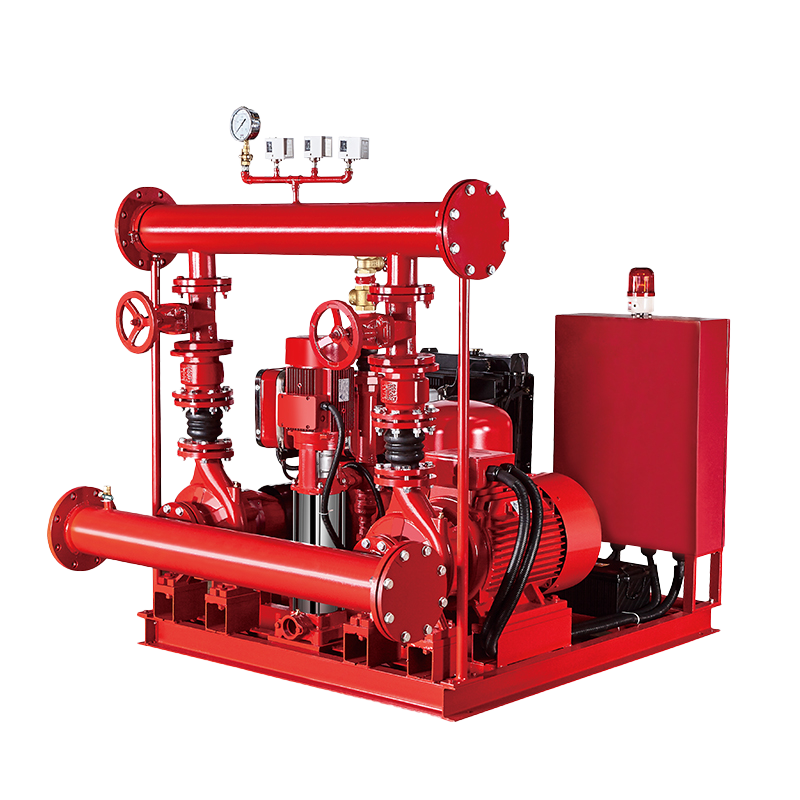 Fire Pump and System
Fire Pump and System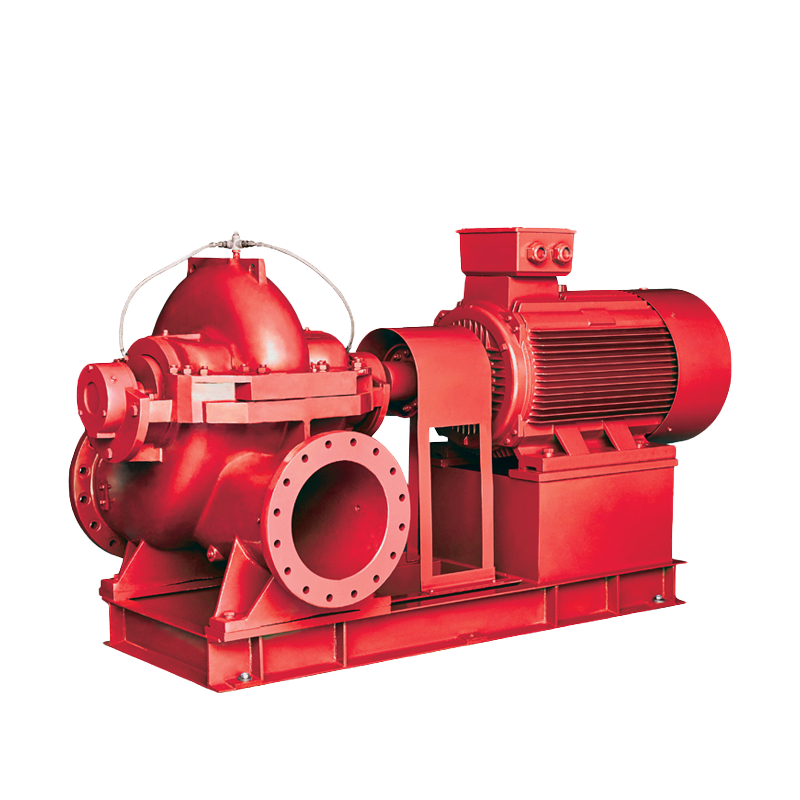 Split Case Pump
Split Case Pump Engine and Pump
Engine and Pump Long Shaft Pump
Long Shaft Pump Multistage pump
Multistage pump Water Supplier System
Water Supplier System Sewage Pump
Sewage Pump Industrial Pump
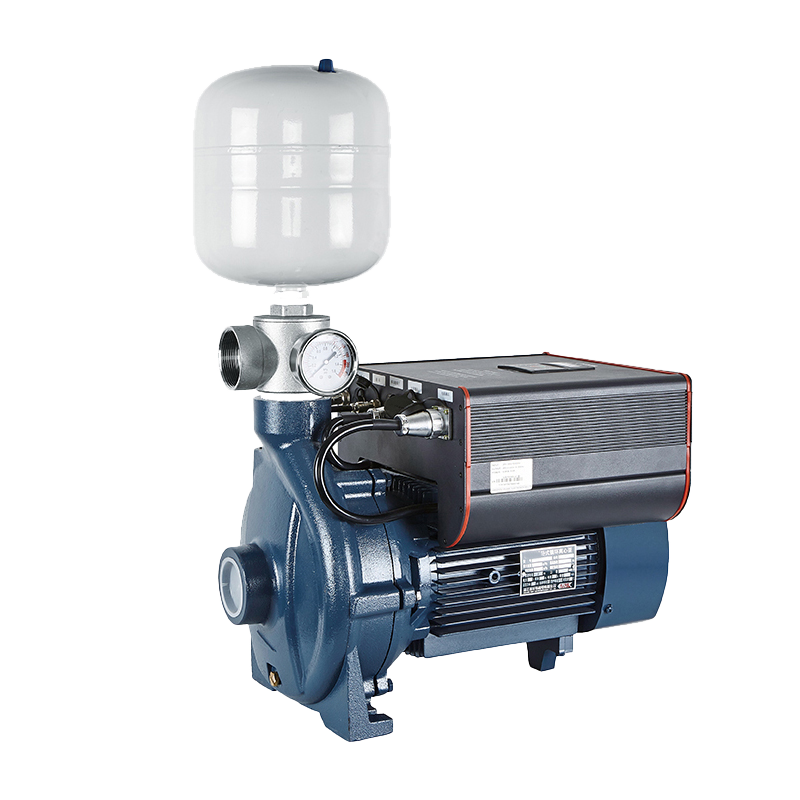
Industrial Pump Self-Priming Pump
Self-Priming Pump Inline Pump
Inline Pump Domestic Pump
Domestic Pump Electric Motor
Electric Motor Borehole Pump
Borehole PumpIn the world of industrial pumping, one design stands above all others in terms of versatility, reliability, and widespread use: the horizontal centrifugal pump. From municipal water treatment plants to chemical processing facilities and HVAC systems in commercial buildings, these pumps are the backbone of modern fluid handling.
Understanding how these pumps work, their key advantages, and how to select the right one for your application is essential for engineers, plant managers, and procurement specialists.
What is a Horizontal Centrifugal Pump?
A horizontal centrifugal pump is a mechanical device that moves fluids by converting rotational kinetic energy into hydrodynamic energy. The term "horizontal" refers to the orientation of the shaft—it is positioned horizontally, connecting the motor to the impeller which sits inside the pump casing.
Unlike vertical pumps where the motor sits atop the pump column, a horizontal setup features a motor and pump assembly mounted side-by-side on a common baseplate. This design utilizes a closed impeller (in most standard models) to draw liquid into the center of the rotating impeller and discharge it radially outward through the volute casing, increasing pressure and flow velocity.

How Does a Horizontal Centrifugal Pump Work?
The operating principle relies on centrifugal force generated by a rotating impeller:
Priming:
The pump casing must be completely filled with liquid before startup to remove any air. Most horizontal centrifugal pumps are not self-priming and require external priming.
Suction:
As the impeller rotates, it creates a vacuum at the pump inlet (suction nozzle). Atmospheric pressure or system pressure pushes liquid into the impeller eye (center).
Centrifugal Action:
The rotating impeller vanes throw the liquid outward by centrifugal force. This action increases both the velocity and pressure of the fluid.
Discharge:
The high-velocity liquid collects in the volute casing, where its kinetic energy is converted into pressure energy before exiting through the discharge nozzle.
Key Advantages of Horizontal Centrifugal Pumps
Why are these pumps so prevalent across industries? The benefits are substantial:
1. Easy Maintenance (Top Pull-Out Design)
Most horizontal pumps feature a "top pull-out" or "back pull-out" design. This means the entire rotating assembly (bearing frame, shaft, impeller, and mechanical seal) can be removed as a single unit without disturbing the suction and discharge piping or the motor alignment. This feature dramatically reduces maintenance downtime and labor costs.
2. Operational Stability
Because the pump and motor are mounted on a rigid baseplate, horizontal pumps offer exceptional stability. The low center of gravity minimizes vibration and ensures smooth operation, even at high flow rates.
3. High Efficiency for High Flow Rates
Horizontal centrifugal pumps are particularly effective for moving large volumes of liquid at low to medium pressures. Their hydraulic design allows for optimal efficiency, reducing energy consumption over the pump's lifecycle.
4. Versatility in Applications
These pumps can handle a wide range of fluids—from clean water to viscous chemicals, slurries, and high-temperature liquids—depending on the materials of construction (cast iron, stainless steel, bronze, or exotic alloys).
5. Wide Range of Sizes and Configurations
Horizontal centrifugal pumps are available in countless sizes, from small fractional horsepower units to massive pumps handling tens of thousands of gallons per minute.
Why Choose Horizontal Over Vertical? Key Advantages
1. Superior Ease of Maintenance
The most significant benefit of the horizontal design is accessibility. Because the motor and pump are separated horizontally, technicians can easily access the impeller, mechanical seals, and bearings without dismantling the entire piping system or lifting heavy motors vertically. This reduces Mean Time To Repair (MTTR) and minimizes production downtime.
2. Enhanced Stability and Vibration Control
Mounted on a robust common baseplate, horizontal pumps generally exhibit lower vibration levels compared to cantilevered vertical designs. This stability extends the life of bearings and seals, ensuring smoother operation and reduced noise pollution in the workplace.
3. Flexibility in Configuration
Horizontal pumps come in various configurations, including:
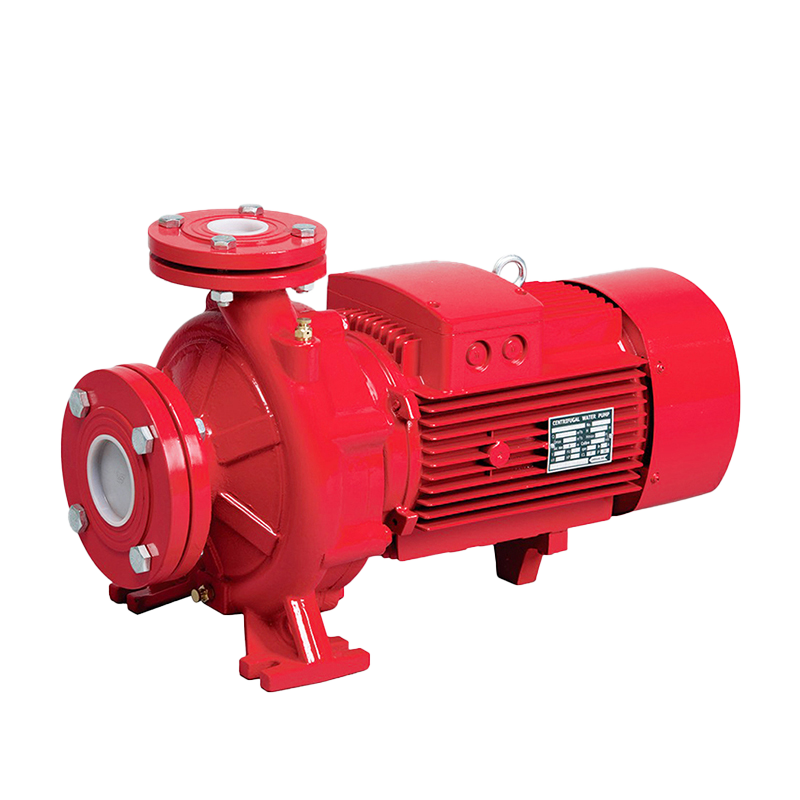
End Suction: Ideal for general water transfer.
Split Case: Perfect for high-flow, high-pressure applications like fire fighting or boiler feed.
Multistage: Designed to generate extremely high pressures by using multiple impellers in series.
4. Cost-Effectiveness
Due to their standardized manufacturing and widespread adoption, horizontal centrifugal pumps often present a lower initial capital cost and more affordable spare parts availability compared to specialized vertical units.
The horizontal centrifugal pump remains the most popular and versatile pump type in industrial and commercial applications. Its combination of high efficiency, ease of maintenance, and robust design makes it the go-to choice for engineers and plant managers worldwide.