English
English عربى
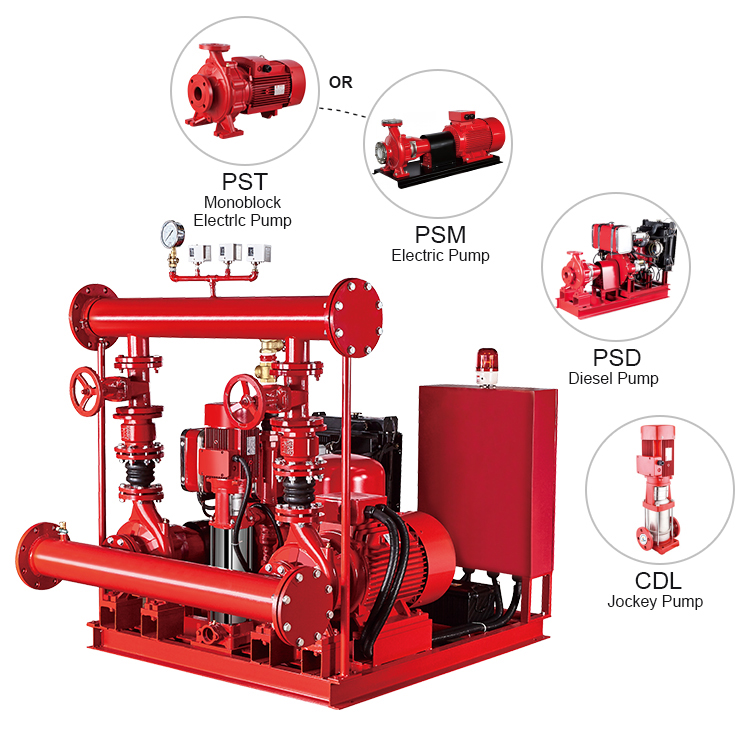
عربى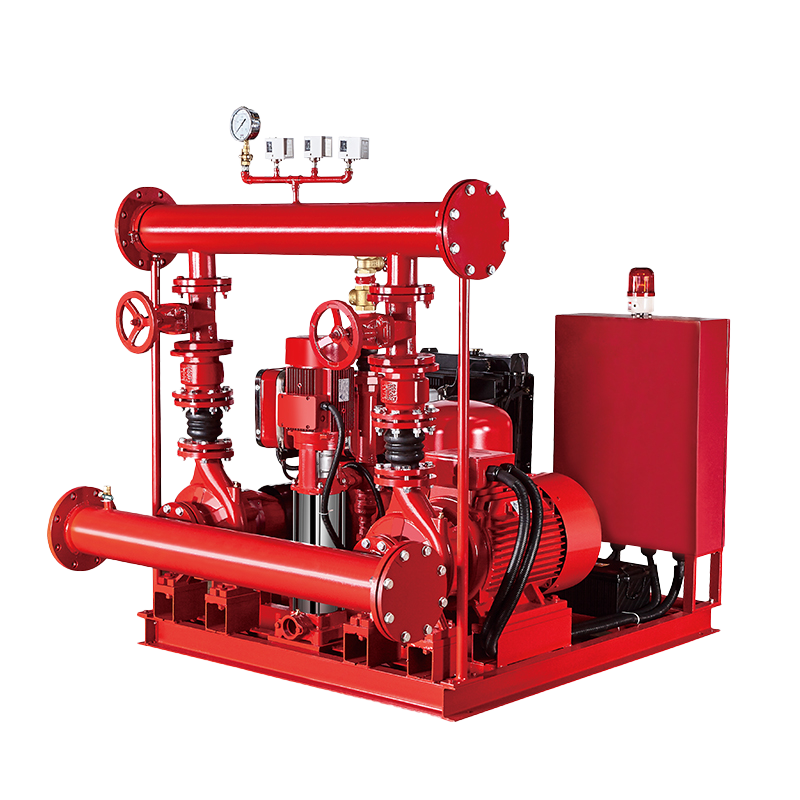 Fire Pump and System
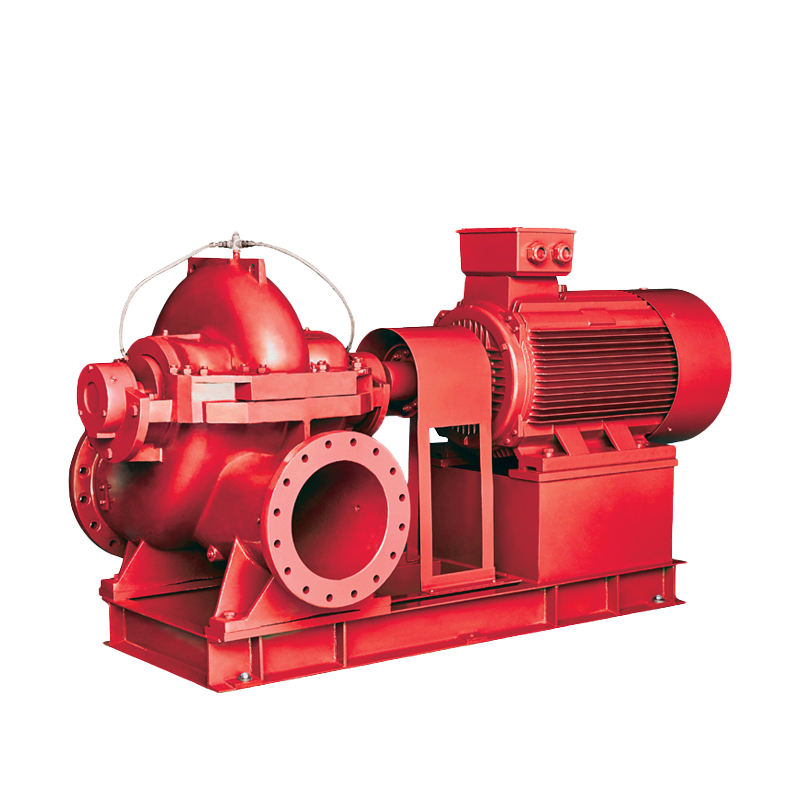
Fire Pump and System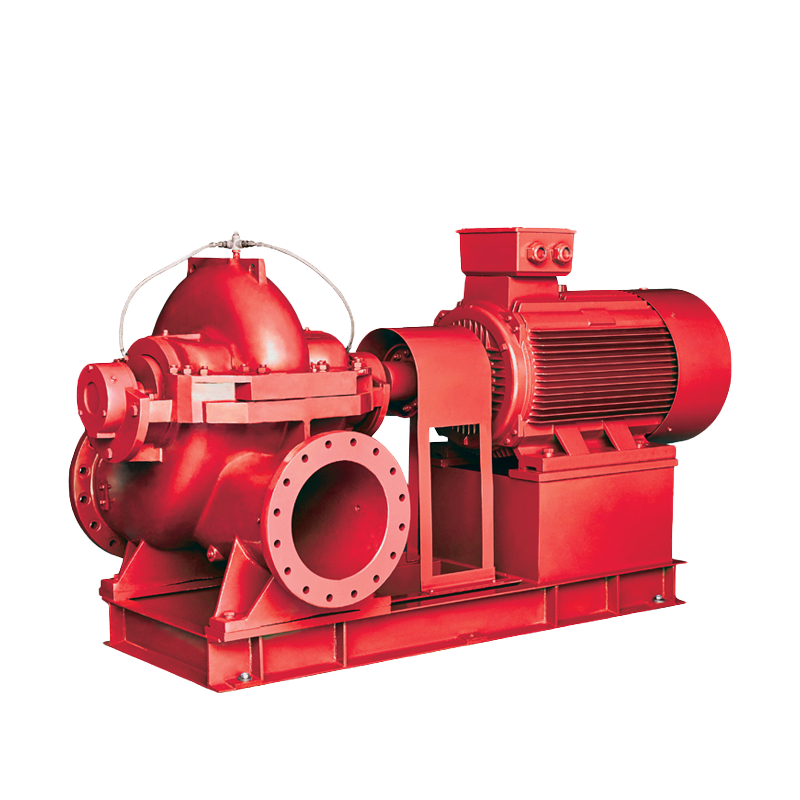 Split Case Pump
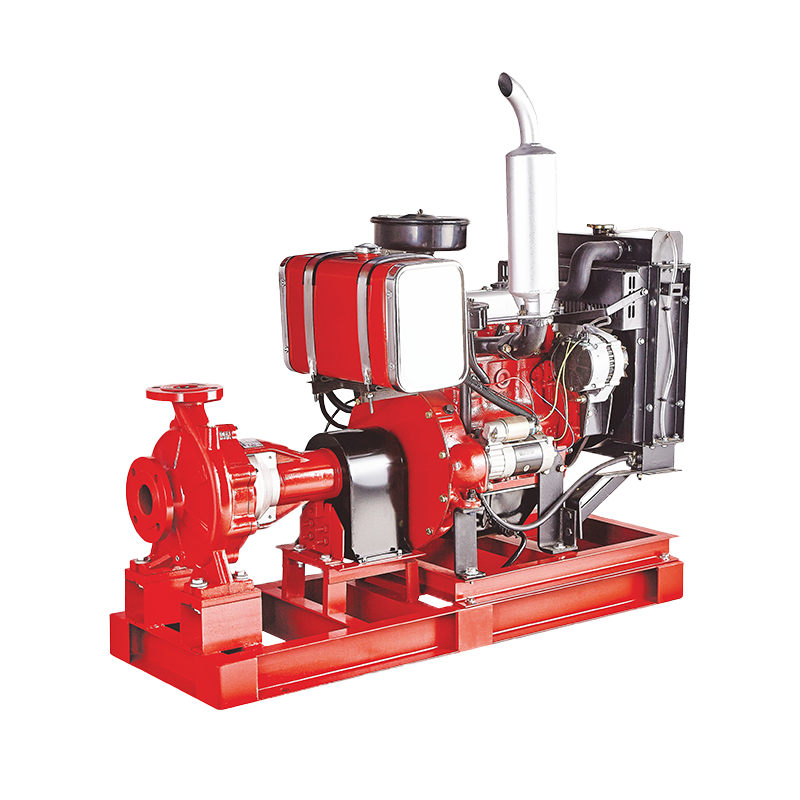
Split Case Pump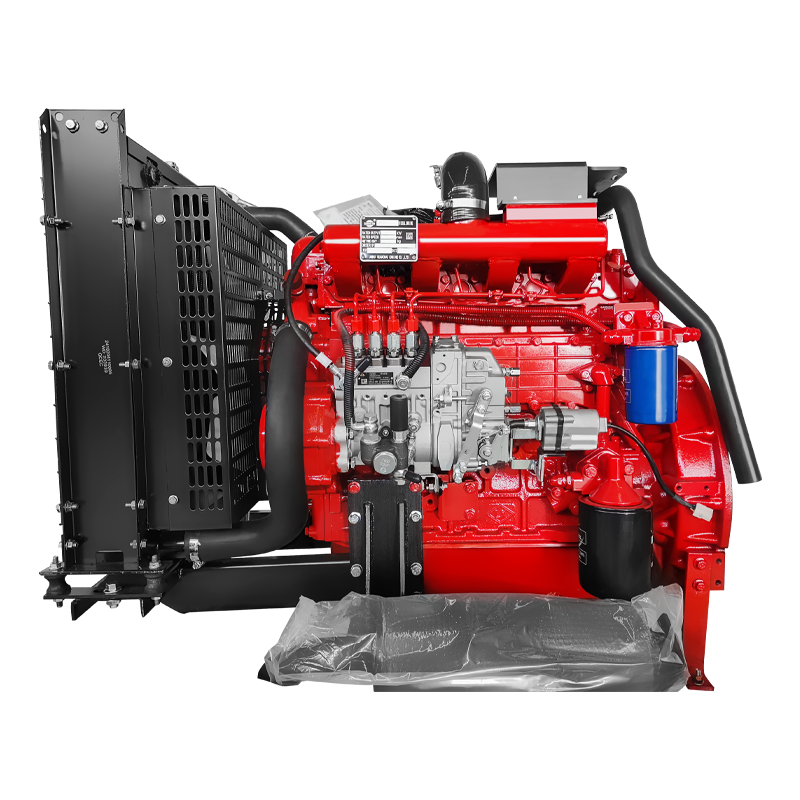 Engine and Pump
Engine and Pump Long Shaft Pump
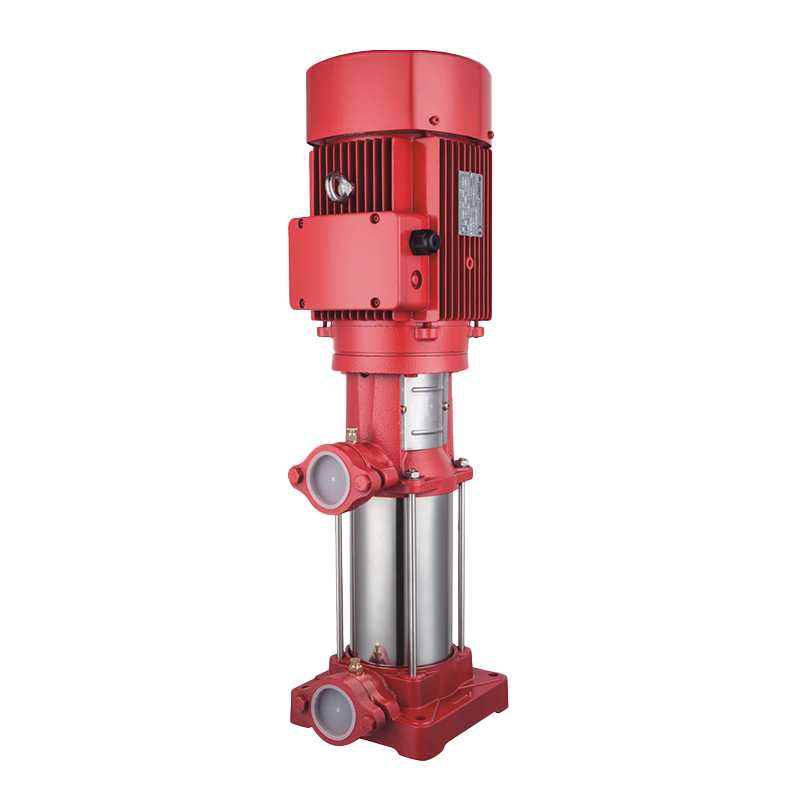
Long Shaft Pump Multistage pump
Multistage pump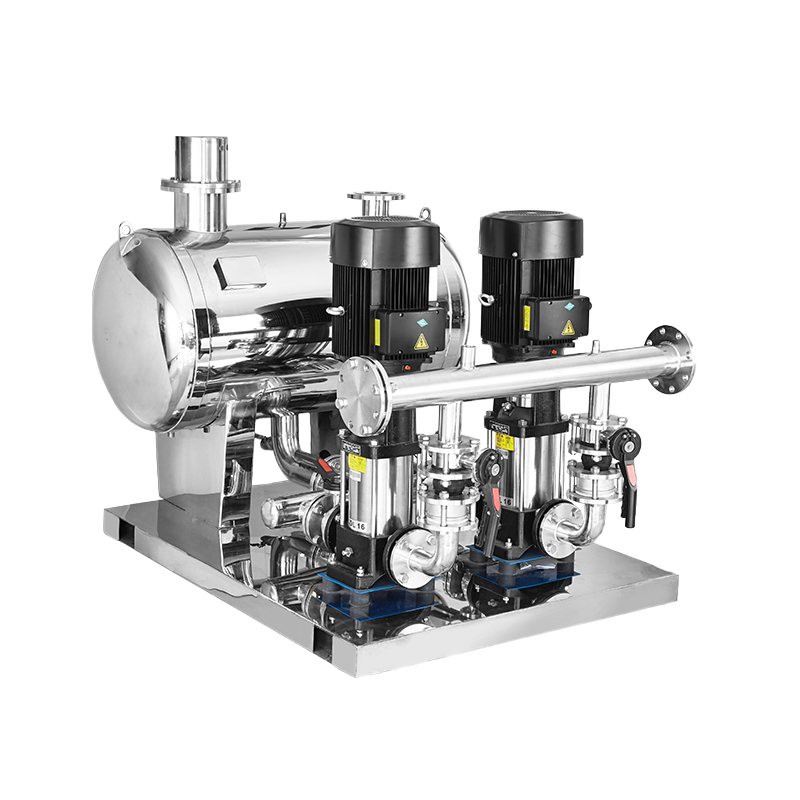 Water Supplier System
Water Supplier System Sewage Pump
Sewage Pump Industrial Pump
Industrial Pump Self-Priming Pump
Self-Priming Pump Inline Pump
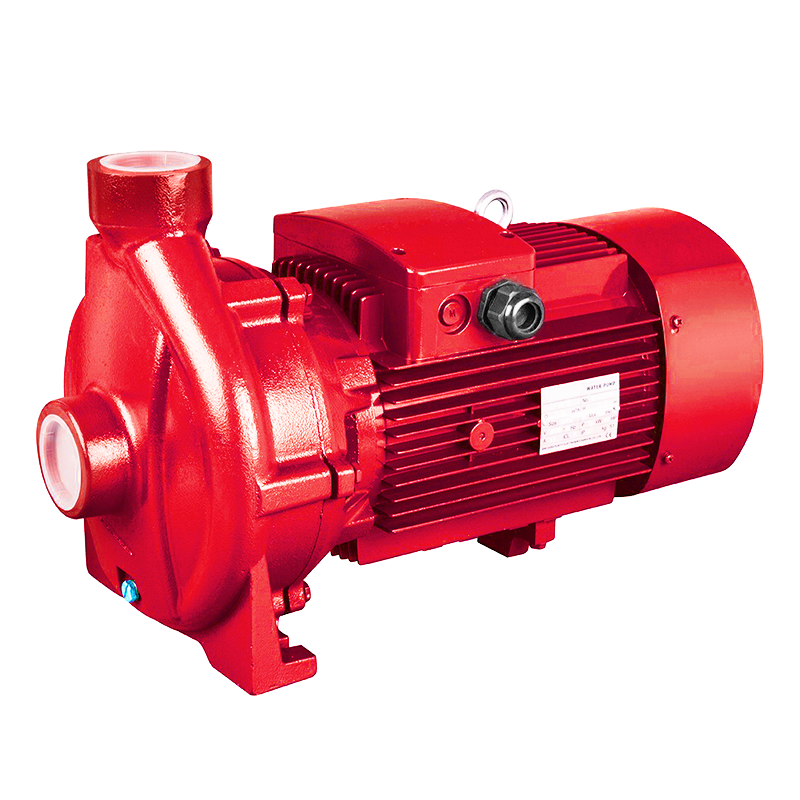
Inline Pump Domestic Pump
Domestic Pump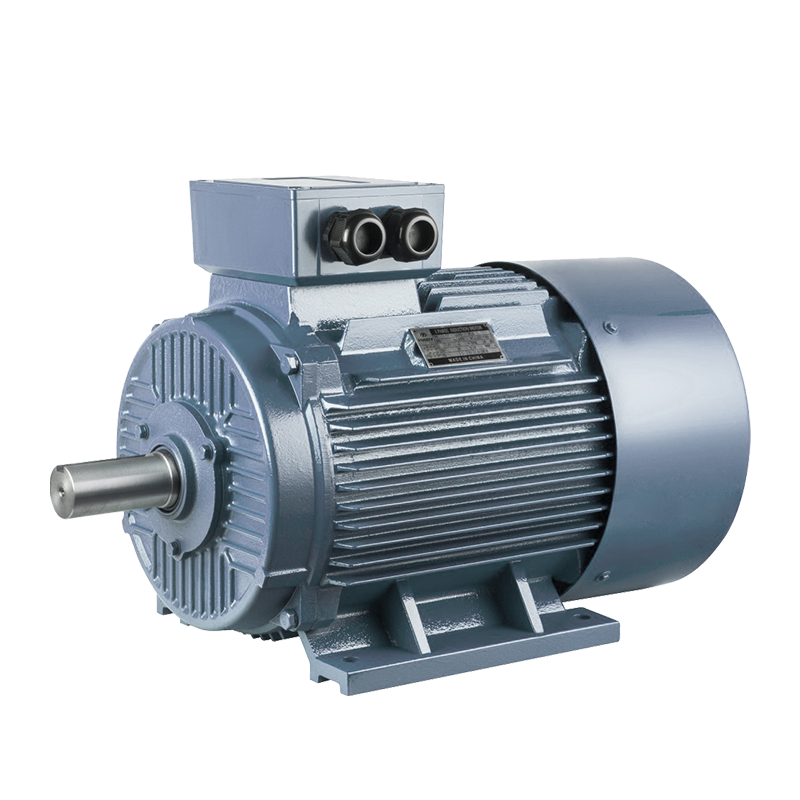 Electric Motor
Electric Motor Borehole Pump
Borehole PumpThe Baseline of Industrial Purity: The Advantages of a Stainless Steel Standard Pump
In the chemical, pharmaceutical, and water treatment industries, fluid handling equipment must face two relentless enemies: chemical corrosion and physical wear. For facilities seeking a versatile, highly reliable workhorse, the stainless steel standard pump has become the universal baseline for safe fluid transport.
What Makes a Pump "Standard"?
When engineers refer to a "standard pump," they are pointing to dimensional standardization—specifically compliance with international frameworks like ISO 2858 or ASME B73.1.
This means that regardless of the manufacturer, the centerline dimensions, suction and discharge nozzle sizes, and bolt hole configurations are identical. This makes drop-in replacements seamless, eliminating the need to re-pipe an entire facility when swapping out an old unit.
The Stainless Steel Advantage
-
Broad Chemical Compatibility: Whether moving mild acids, caustic cleaning solutions, or deionized water, stainless steel (typically 304 or 316L grade) resists the pitting and oxidation that quickly degrades cast iron or bronze pumps.
-
Structural Integrity at High Temperatures: Unlike plastic or lined pumps that warp under extreme thermal stress, stainless steel maintains its structural strength in high-temperature applications like boiler feed lines or industrial washdown loops.
-
Contamination Prevention: Stainless steel does not leach trace metals into the process media, making it the non-negotiable standard for food, beverage, and ultra-pure water systems.